
橡膠擠出機冷喂料方式優點
冷喂料橡膠擠出機不需要對膠料熱煉,膠料在室溫條件下直接進入喂料口,所以冷喂料擠出機螺桿的長徑比大。螺桿設計采用比普通螺桿剪切和撕裂效果強的主副螺紋螺桿。這種新型螺桿一般由2條導程不等的主副螺紋組成,副螺紋的高度略低于主螺紋。螺桿長徑比增大,塑化段加長,使膠料能夠得到很好的塑化和捏煉,擠出的制品均勻密實。
主副螺紋螺桿對膠料的適用性強,從100%天然橡膠到100%合成橡膠都能加工。而且在主副螺紋的側面,經常保持著熔融膠料的狀態,因此潤滑效果好,不易產生螺桿刮套現象,其缺點是驅動功率大。
另外,冷喂料擠出機的螺桿還采用屏障型螺桿,這種新型螺桿使得膠料在螺槽中流動時會受到屏障元件的作用而產生強烈剪切和混合,因此膠料能得到較好的塑化和混合。目前冷喂料擠出機較熱喂料擠出機使用廣泛。
上一篇:橡膠擠出機喂料方式發展
下一篇:橡膠擠出機開機操作流程
返回相關資訊
 雙螺桿橡膠機筒工作的三個流程 2020-09-21
雙螺桿橡膠機筒工作的三個流程 2020-09-21 橡膠雙螺桿擠出機日常維護 2016-09-08
橡膠雙螺桿擠出機日常維護 2016-09-08 塑料注塑機螺桿料筒常見故障及解決辦法 2016-09-13
塑料注塑機螺桿料筒常見故障及解決辦法 2016-09-13 棟斌螺桿介紹 2016-11-10
棟斌螺桿介紹 2016-11-10 錐形雙螺桿機筒的三種加熱方法 2022-12-21
錐形雙螺桿機筒的三種加熱方法 2022-12-21 橡膠擠出機擠出成型原理和特點 2016-09-21
橡膠擠出機擠出成型原理和特點 2016-09-21 延長橡膠擠出機螺桿使用壽命,這些措施很關鍵! 2025-06-19
延長橡膠擠出機螺桿使用壽命,這些措施很關鍵! 2025-06-19 橡膠擠出機螺桿、機筒的損壞怎么修復 2016-11-28
橡膠擠出機螺桿、機筒的損壞怎么修復 2016-11-28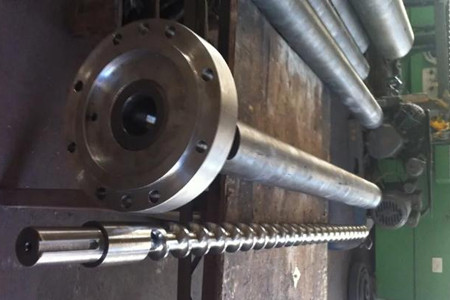 減緩塑料擠出機螺桿機筒磨損的方法 2022-08-29
減緩塑料擠出機螺桿機筒磨損的方法 2022-08-29 雙螺桿橡膠擠出機的擠出系統 2018-06-21
雙螺桿橡膠擠出機的擠出系統 2018-06-21